| |
|

|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Cálculo
del Espesor de Pared de Cabezal Elipsoidal Bajo Presión Interna
|
| |
| |
ASME
Sección VIII Div 1 - Apéndice 1-4 - Fórmulas para el Diseño de Cabezales
Conformados Bajo Presión Interna (9)
|
| |
Apéndice
1-4(c) Cabezales Elipsoidales
|
|
|
| |
|
|
| |
|
(Ingrese valores en celdas amarillas para
cálculos)
|
| |
DATOS DE
ENTRADA
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Condiciones de Diseño
|
|
|
Material
|
|
|
|
| |
|
Presión de Diseño, Pd =
|
|
barg
|
Especificación
del Material del Cabezal (1)(2)
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Temperatura de Diseño, Td =
|
|
°C
|
Esfuerzo
Permisible del Cabezal, S =
|
|
MPa
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Eficiencia de Junta, E =
|
|
|
Dimensiones
|
|
|
|
| |
|
Ver Tabla UW-12
|
|
|
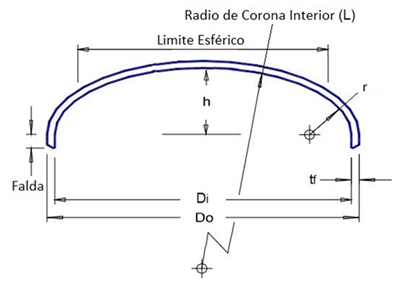
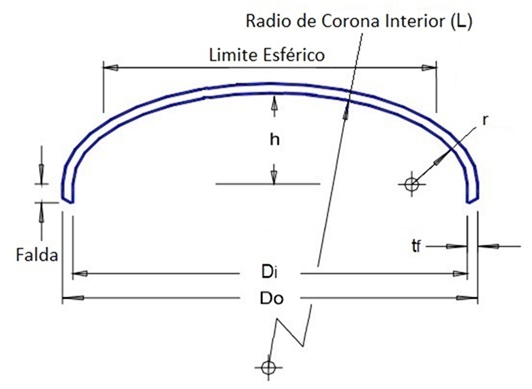
Diámetro
Interior de la falda del cabezal, Di =
|
|
mm
|
|
| |
|
Tolerancia a la Corrosión, CA =
|
|
mm
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
Espesor
nominal de la pared antes de la conformación (3), tn =
|
|
mm
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
Espesor
minimo especificado después de la conformación (4), tf =
|
|
mm
|
|
| |
|
|
Espesor
mínimo requerido después de la conformación, tr =
|
|
mm
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Profundidad
interior del cabezal elipsoidal con la corrosión removida, h (5) =
|
|
mm
|
|
| |
|
|
Proporción
del Cabezal = Di/2h (6) =
|
|
|
|
| |
|
|
Diámetro
Exterior de la falda del cabezal, Do =
|
|
mm
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
Longitud de la falda recta (7)(8), SK =
|
|
mm
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
Compruebe si
tr ≤ tn
|
|
|
|
| |
|
|
Compruebe si
tr ≤ tf
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Notas:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
(1)
|
S ≤ 66.66% de σy
@ temp.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
(2)
|
S > 66.66% pero < 90% de σy @ temp.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
(3)
|
Se recomienda un
espesor nominal antes de la conformación un 15% mayor que el espesor mínimo
especificado para garantizar que después de la conformación el espesor está
por encima del mismo.
|
|
| |
(4)
|
Según UG-79(d)(3)
La reducción de espesor de la soldadura después de la conformación no debe
exceder 1/32 in. (1 mm) o 10% del espesor nominal de la superficie adyacente,
lo que sea menor.
|
|
| |
(5)
|
Para Cabezal Elipsoidal 2:1 h = Di/4
|
|
| |
(6)
|
Proporción del Cabezal = Di/2h (Relación entre 3 y
1)
|
|
| |
(7)
|
Según UG-32 (k)
Todos los cabezales conformados, más gruesos que la carcasa y cóncavas a
presión, destinadas a uniones soldadas a tope, tendrán una longitud de falda
suficiente para cumplir los requisitos de la Figura UW-13.1, cuando una
transición gradual es requerido. Todos los cabezales conformados cóncavos a
presión y destinados a unión a tope no necesitan tener una falda integral
cuando el espesor del cabezal es igual o inferior al espesor de la carcasa.
Cuando se proporciona una falda, su espesor debe ser al menos el requerido
para una carcasa sin costuras del mismo diámetro interior.
|
|
| |
(8)
|
Según UG-32 (l) Los
cabezales cóncavos a presión, destinados a unirse mediante soldadura fuerte,
deberán tener una longitud de falda suficiente para cumplir con los
requisitos de las juntas circunferenciales en la Parte UB.
|
|
| |
(9)
|
La fórmula para la
cabeza elíptica típica 2: 1 se enumera en el párrafo UG-32 (d) de la Sección
VIII, División 1 del Código ASME. La fórmula general para todas las cabezas
elípticas dentro del alcance dimensional se trata en el Apéndice 1-4. El
factor K varía según la forma de la elipse.
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
CÁLCULOS
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Cabezal Elipsoidal
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
con tf/L ≥ 0.002
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Espesor después del conformado ajustado por corrosión, nt =
|
|
mm
|
|
nt = tf-CA
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Diámetro interior con corrosión removida, D =
|
|
mm
|
|
D = Di + 2CA
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Profundidad interior del cabezal elipsoidal con la corrosión
removida, h
|
|
mm
|
|
(Para Cabezal Elipsoidal 2:1 h = D/4)
|
|
|
|
|
|
|
|
| |
|
Proporción del Cabezal = D/2h
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Factor K (10)
|
|
|
|
(El valor se obtiene de la Tabla 1-4.1)
|
|
|
|
|
|
|
|
|
| |
|
Factor K1
|
|
|
|
(El valor se obtiene de la Tabla UG-37)
|
|
|
|
|
|
|
|
| |
|
Radio interior esférico o de la corona, L = k1D
|
|
mm
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Radio interior del nudillo (11), r =
|
|
mm
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Espesor mínimo de pared
[Apéndice 1-4(c)]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Espesor mínimo requerido después de la conformación, t =
|
|
mm
|
|
t =
|
P D K
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
2 S E - 0.2 P
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Espesor mínimo requerido después de la conformación, tr =
|
|
mm
|
|
tr =
|
P D K
|
+ CA
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
2 S E - 0.2 P
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Compruebe si tr ≤ tf
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Presión de trabajo máxima permisible [Apéndice 1-4(c)]
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Presión de trabajo máxima permisible para el cabezal
elipsoidal, MAWP =
|
|
barg
|
|
MAWP =
|
2 S E nt
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
K D + 0.2 nt
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Compruebe si MAWP ≥ P
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Compruebe
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Limitaciones: tf/L ≥ 0.002
|
tf/L ≥ 0.002
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Volumen =
|
|
m³
|
|
V
=
|
(
|
π Di³
|
+
|
π Di² SK
|
)
|
/ 10⁹
|
|
|
|
| |
|
|
|
|
|
24
|
4
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Peso =
|
|
Kg
|
|
W
=
|
((
|
π (Do³-Di³)
|
+
|
π (Do²-Di²) SK
|
)
|
/ 10⁹) ρm
|
|
|
|
| |
|
|
|
|
|
24
|
4
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Nota:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
(10)
|
Según ASME VIII-1
EndNote 90. Los cabezales elipsoidales diseñados bajo K> 1.0 deben
diseñarse usando un valor de S igual a 20,000 psi (138 MPa) a temperatura
ambiente y reducidos en proporción a la reducción en los valores máximos de
esfuerzo permisible a temperatura para el material como se muestra en la
tabla correspondiente (ver UG-23).
|
|
| |
(11)
|
Según UG-32 (c) Una
aproximación aceptable de un cabezal elipsoidal 2:1 es una con un radio de
nudillo de 0.17D y un radio esférico de 0.90D.
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
| |
RESULTADOS
|
| |
|
|
|
|
|
| |
|
Condiciones de Diseño
|
|
|
|
|
| |
|
Presión de Diseño, Pd =
|
|
|
|
|
| |
|
Temperatura de Diseño, Td =
|
|
°C
|
|
|
| |
|
|
|
|
|
|
| |
|
Material
|
|
|
|
|
| |
|
Material del Cabezal
|
|
|
|
|
| |
|
|
|
|
|
|
| |
|
Dimensiones
|
|
|
|
|
| |
|
Diámetro Exterior, Do =
|
|
mm
|
|
|
| |
|
Espesor nominal de la pared antes de la conformación, tn =
|
|
mm
|
|
|
| |
|
Espesor después de la conformación, tf =
|
|
mm
|
|
|
| |
|
Diámetro Interior, Di =
|
|
mm
|
|
|
| |
|
Radio interior esférico o de la corona, L =
|
|
mm
|
|
|
| |
|
Radio interior del nudillo, r =
|
|
mm
|
|
|
| |
|
Para cabezal elipsoidal 2:1 h =
|
|
mm
|
|
|
| |
|
|
|
|
|
|
| |
|
Presión de trabajo máxima permisible, MAWP =
|
|
barg
|
|
|
| |
|
Volumen =
|
|
m³
|
|
|
| |
|
Peso =
|
|
Kg
|
|
|
| |
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|